
よくある質問(Q&A)
Question and Answer

よくある質問(Q&A)
Question and Answer
A.
チップ先端部でのワイヤ溶着は、主にワイヤ送給がスムーズに行われず、電圧(ワイヤを溶かす力)に対して電流(ワイヤ送り速度)が追いつかないことにより、
ワイヤが過度に加熱・燃え上がることが原因と考えられます。
以下の項目をご確認ください。
原因①
インナーチューブ・ライナ内にワイヤカス等が溜まり、ワイヤ送給を阻害している。
対策①
インナーチューブおよびライナを清掃または交換する。
原因②
トーチケーブルが伸び、ライナが正しくセットされず、ワイヤ送給を阻害している。
対策②
ライナがケーブルより短かくなっているため、適切な長さのライナに交換する。
原因③
送給装置のフィードローラの溝が摩耗し、ワイヤ送給を阻害している。
対策③
フィードローラのV溝を確認し、摩耗している場合は交換する。
上記の対策を実施してもワイヤ溶着が発生する場合は、1次側(トーチから溶接機)・2次側(アースケーブル)のケーブルの接続状態や設置状況をご確認ください。
接触不良などにより電圧降下が発生している可能性があります。
A.
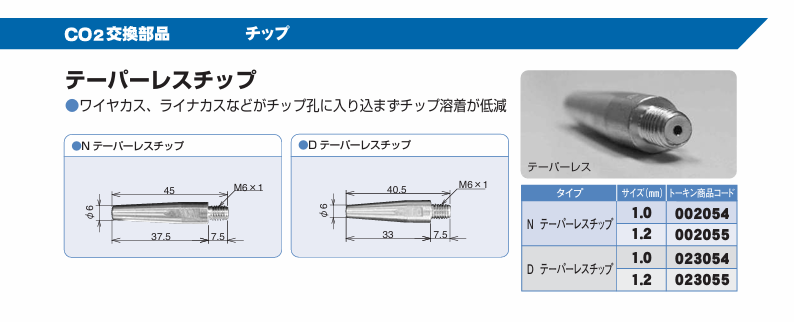
チップ内でのワイヤ溶着は、異物混入によってワイヤ・チップ・異物が通電し、異物が溶けることが主な原因です。
1. チップのワイヤ挿入テーパー部にワイヤカスが多量に堆積している場合
A.
1. 過剰な締め付け
原因:
チップを取り付ける際に強くねじ込むと摩擦で固着する。
対策:
チップを2.5~3.0 N・mのトルクで取り付け、または、工具締結から手締めによる締結に変更する。
取り付ける際は、チップを真っすぐゆっくり回す。
当社ではチップ装着時のトルクを適正に管理できる「ハンディチップチェンジャー」をご用意しております。
この製品を使用することで、チップの固着トラブルを防止し、安定した交換作業が可能になります。
ハンディチップチェンジャー
2. 異物混入
原因:
チップボディとチップの間にスパッタやワイヤカスが入り込み、固着する。
対策:
チップ取り付け前にチップボディのめねじをエアブローして異物を除去する。
オリフィスを必ず使用し、スパッタの侵入を防止する。
共通の対策:
チップ取り付け時にネジが固く感じた場合、チップボディのめねじをM6タップでさらう。
A.
オリフィスには、以下のような目的と効果があります。
・シールドガスを整流する
シールドガスが均一に整流され、溶融池を安定して覆うことで外気の巻き込みを防止し、ブローホールなどの溶接欠陥を低減します。
・チップボディ内部へのスパッタ侵入を防止する
チップボディのガス吐出穴からスパッタが侵入するのを防ぎます。
これにより、チップ内部やねじ部へのスパッタ混入が減少し、チップの固着やアーク不良を防止できます。
・チップボディを保護する
チップボディの損傷や、ガス吐出穴のスパッタ詰まりを防止します。
・インシュレータ樹脂部へのスパッタ付着を防止する
インシュレータの樹脂部がスパッタにより劣化するのを防ぎ、ノズルへの地絡を防止します。
A.
主な原因:
1.ライナ、インナーチューブ、チップ内にワイヤカスやスパッタが詰まっている
2.ライナ、インナーチューブ、チップの摩耗
3.送給装置のワイヤ経路の部品(フィードローラ、インレット、アウトレット等)の摩耗
4.パックワイヤから送給装置までのフレコンの詰まりや摩耗
5.送給装置のワイヤの過度な加圧
6.ガスの漏れや流量不足
※ワイヤのサビなどワイヤが原因の場合もあります。
対策:
・該当部品を清掃または交換する。
・送給装置のワイヤの加圧やガスの漏れ、流量を確認する。
A.
原因①
ワイヤの直進性が高いため、チップとワイヤの接触が不安定になりやすい。
対策①
トーチをわずかに曲げる、または、ワイヤ矯正器で適度にクセを付けることで通電点を安定させ、スパークの発生を抑制できます。
また、より安定した給電を実現するHRS仕様もございますので、詳細はお問い合わせください。

原因②
チップの摩耗やノズル・チップ周辺のスパッタの堆積による電流経路の乱れ。
対策②
定期的にスパッタの除去と部品の交換をする。
A.
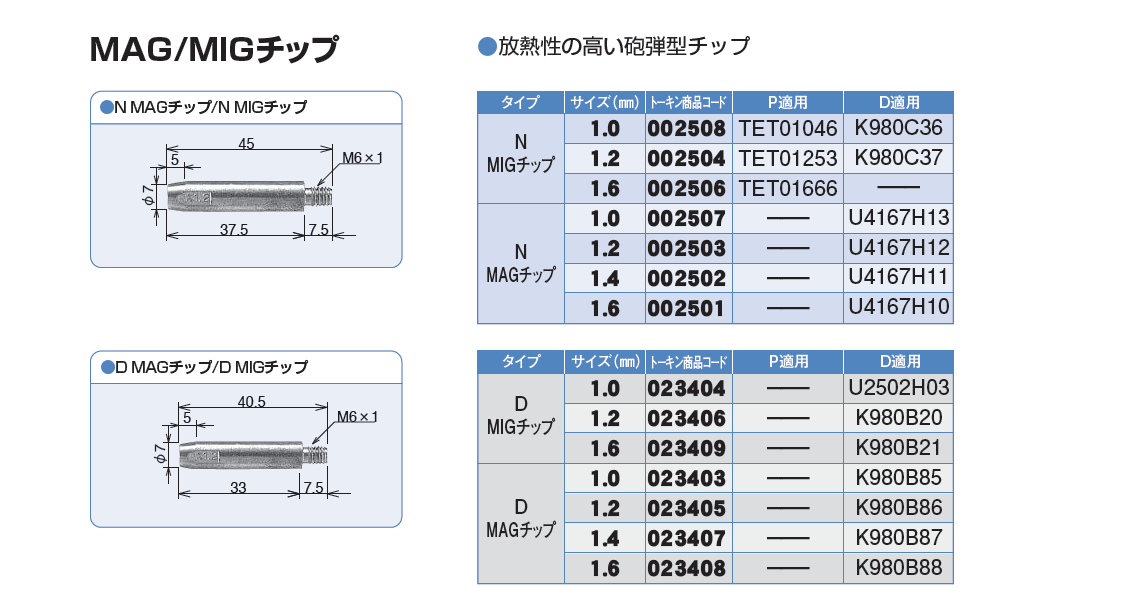
チップの体積を大きくすると電流が安定して供給され、表面積の増加により放熱性も向上します。
その結果、高負荷でもチップの劣化や変形を防ぎ、安定した溶接が可能になるためです。
A.
冷却水の設定温度は 15〜25℃ が適切です。
ただし、設定温度によっては湿度が高いとトーチ表面に結露が発生する場合があります。
生じた結露により、水滴が溶接部に混入しブローホールの原因になるため注意してください。
設定温度が25℃の場合、湿度の影響を受けにくく、安定した運用が可能です。
WR-200TC
A.
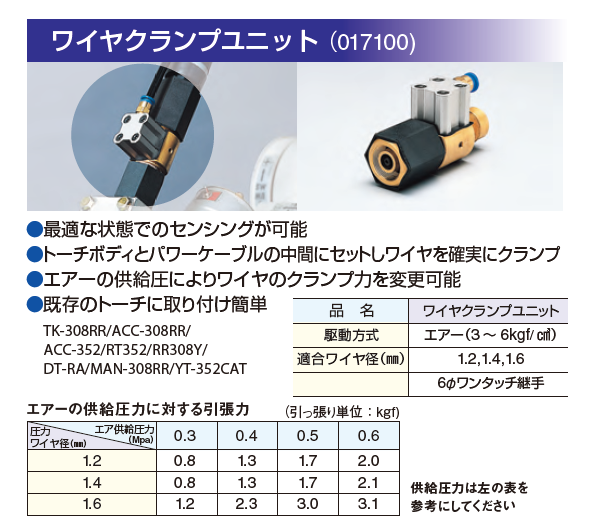
ロボット溶接において、微弱電流を流した溶接ワイヤと被溶接物との接触により、溶接開始点や終了点等を検出するワイヤタッチセンサに使用されます。
ワイヤクランプユニットは、溶接時に使用するトーチのワイヤ突き出し長さがトーチの振れによって変化しないように固定します。
弊社では、同軸および外装溶接トーチ用のワイヤクランプをご用意しております。
外装溶接トーチはワイヤクランプユニットを後付けすることが可能です。
A.
1. ケーブル長さを最適化し、不要な余長を減らす
2. 振り回しスピード(エアカット)を抑える
3. ケーブルを吊るす機構を設ける
※設置時は、ロボットの動作空間を十分確保する必要があります
A.
KタイプとJタイプは、送給装置側での給水・排水・給電の接続方式が異なります。
Kタイプ:
トーチの送給装置接続部の給電、給水、排水がそれぞれ独立しています。
給水・排水ホースは、送給装置側のカプラ式接続口に接続するか、別売りの水循環装置に個別に接続します。
(注) WXトーチの給排水の接続は袋ナットタイプを標準としています。カプラ式をご希望の場合はご指定ください。
Jタイプ:
トーチの送給装置接続部の排水ホースと給電ケーブルが一体化されています。
給水ホースは送給装置の給水口に、給電・排水一体ケーブル(水冷パワージョイントホース)は送給装置の一体型給電・排水口に接続します。
補足:
K・J両タイプともトーチ本体への給電は給電・排水一体ケーブル(水冷パワーケーブル:給電用の銅線が排水で冷却される)で行います。
相違点は送給装置側の接続方式のみです。
A.
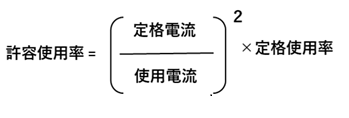
トーチの定格電流で10分間連続使用可能時間を割合(%)で示したもの。
例) 定格電流350Aで使用率60%の場合、定格電流で6分間連続溶接し、4分間休止する必要がある。
A.
A.
トーチは使用中に発熱するため、過熱による故障や性能低下を防ぐ目的で「使用率」が定められています。
定格使用率を超えて連続運転すると、内部温度が上昇し、オーバーヒート・自動停止・故障などの不具合が発生します。
主な問題点:
1. 部品の過熱・劣化
トーチ内部の絶縁材やチップ、ノズルが高温で変形・焼損する恐れがあります。
ケーブルやホースの被覆も劣化し、漏電・断線のリスクが高まります。
2. 冷却性能の低下
水冷式では冷却水温度の上昇により冷却効果が低下し、空冷式では放熱が追いつかなくなります。
3. アークの不安定化・溶接品質の低下
チップの摩耗が早まり、アークが乱れてスパッタ増加や品質低下を招きます。
4. 消耗品の寿命短縮
ノズルやチップなどの交換頻度が増え、メンテナンスコストが上昇します。
5. 安全性の低下
高温による火災・感電・やけどなどの危険が増加します。
A.
シリアル番号は、ショックセンサー蓋の表面にレーザーマーキングされています。
このシリアル番号を弊社にお伝えいただければ、以下の情報を確認できます。
1. 製造年月日
2. トーチの出荷試験実施日および検査結果の数値
3. セット品の場合、ケーブルの長さ・形式など
A.
ロボットトーチのパワーケーブルは、使用頻度・溶接条件・動作パターン等によって大きく異なります。
条件によっては半年未満での交換が必要な場合もあります。
よって、定期的な点検や摩耗確認が推奨されます。
A.
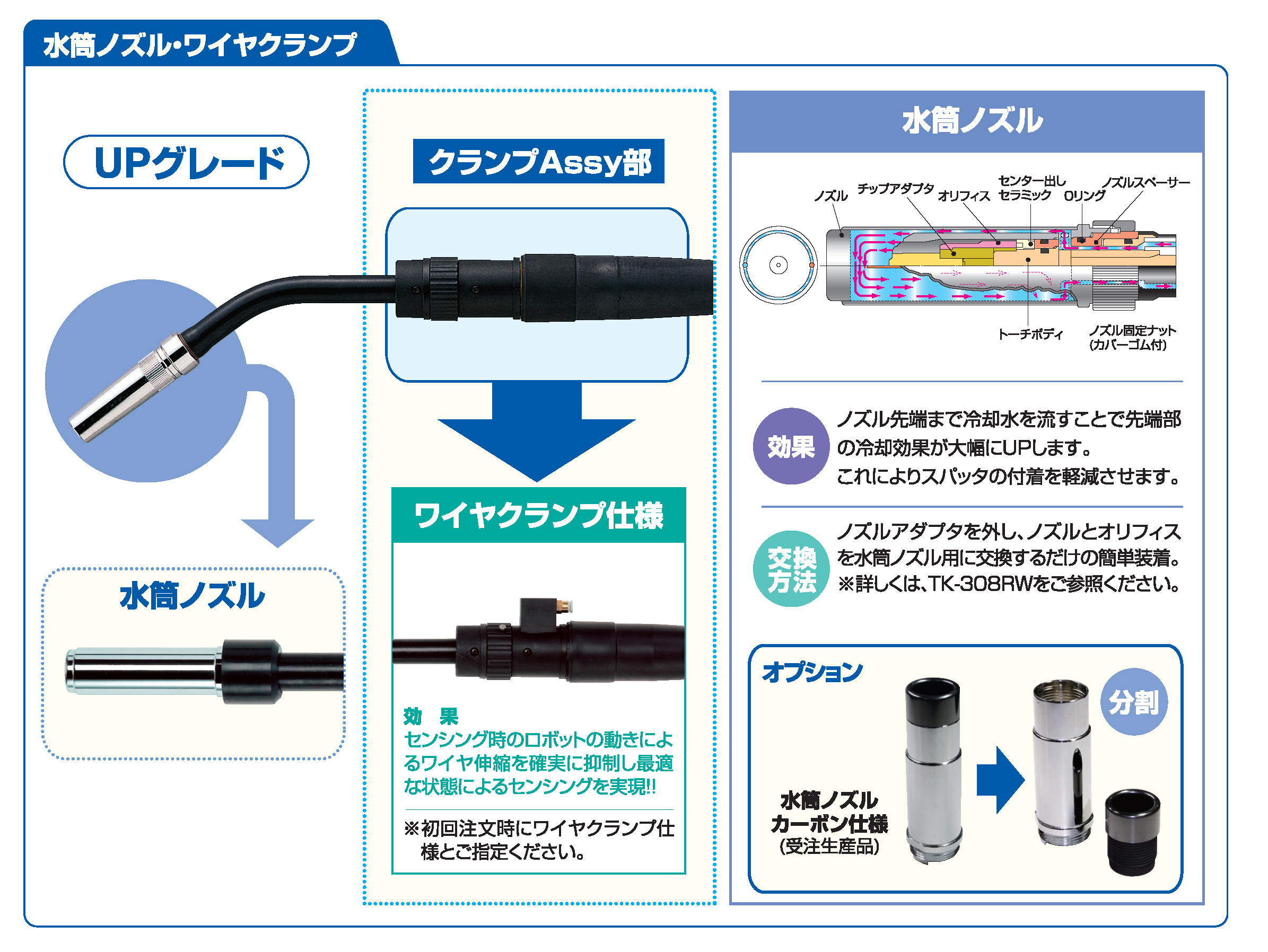
水筒ノズルは、ノズル内部が中空構造となっており、その内部を冷却水が循環する仕様のノズルです。
ノズル先端まで効果的に冷却されるため、トーチ先端部の冷却性能が大幅に向上します。
これにより、スパッタの付着やチップの摩耗を軽減する効果が得られます。
(注1)
ノズル交換時に冷却水が漏れる難点があります。
チップ交換時は、ノズルを外さずにチップの着脱が可能な弊社のチップチェンジャーのご使用をおすすめします。
(注2)
水筒ノズルは中空構造のため、ノズルをクランプして清掃するノズルクリーニングステーション(TKS-RS/RC)の使用はお控えください。
A.
ショックセンサは、トーチボディが傾くことで作動する構造になっていますが、トーチ先端に強い衝撃が加わり、傾きの限度を超えた場合、内部部品が損傷することがあります。
また、トーチボディのショックセンサへの挿入方向に衝撃が加わった場合も内部部品の損傷に繋がります。
その他にショックセンサ内部にヒュームやワイヤカス等が堆積し、正常に作動しなくなる事例もあります。
A.
ACCトーチ/仕様は、トーチ先端部が従来のトーチと異なり、トーチボディが従来の約3倍の耐衝撃性を持ち、
スパッタによる送給不良を低減する構造を備えた、長期安定稼働を実現する高信頼性トーチ仕様です。
既存の弊社のトーチを溶接点を変えずにACC仕様に変えることが可能ですので、ご希望の際はお問い合わせください。
A.
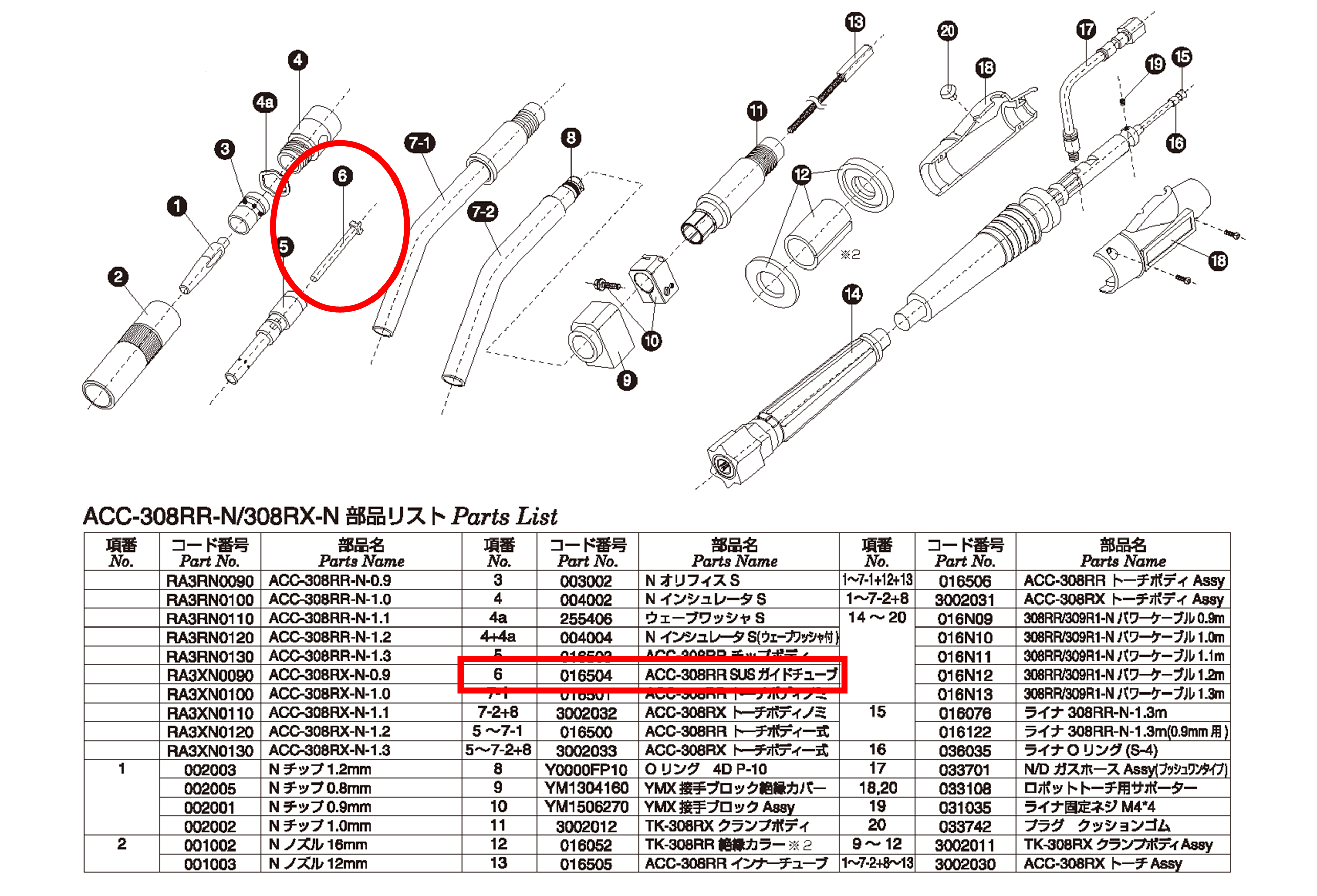
下記部品を交換・追加することで、溶接点を変更せずにACC仕様に変えることが可能です。
トーチボディ、チップボディ、ノズル(一部トーチ)、SUSガイドチューブ(追加)
A.
チップボディの中心にガイドチューブをセットすることで、インナーチューブがガス吐出穴を塞ぐことがなくなり、
4ヶ所の吐出穴から均等にシールドガスを吐出させることが可能になります。
さらに、チップボディのガス吐出穴から侵入したスパッタがチップのワイヤ入口に堆積しないよう、構造的に配慮されています。
A.
形状が異なるため、互換性はありません。
ACC仕様のチップボディは内ネジ接続方式、その他のチップボディは外ネジ仕様となっております。
A.
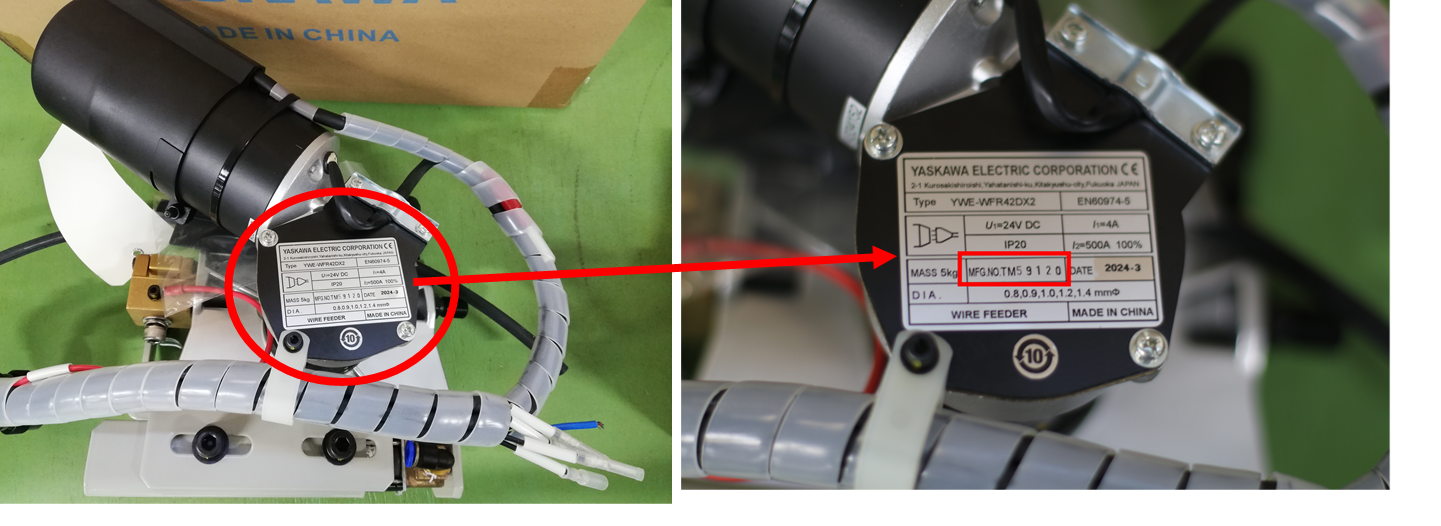
送給装置に銘板シールが貼付されています。
TYPE が装置の型式、MFG. No. が製造番号 です。
A.
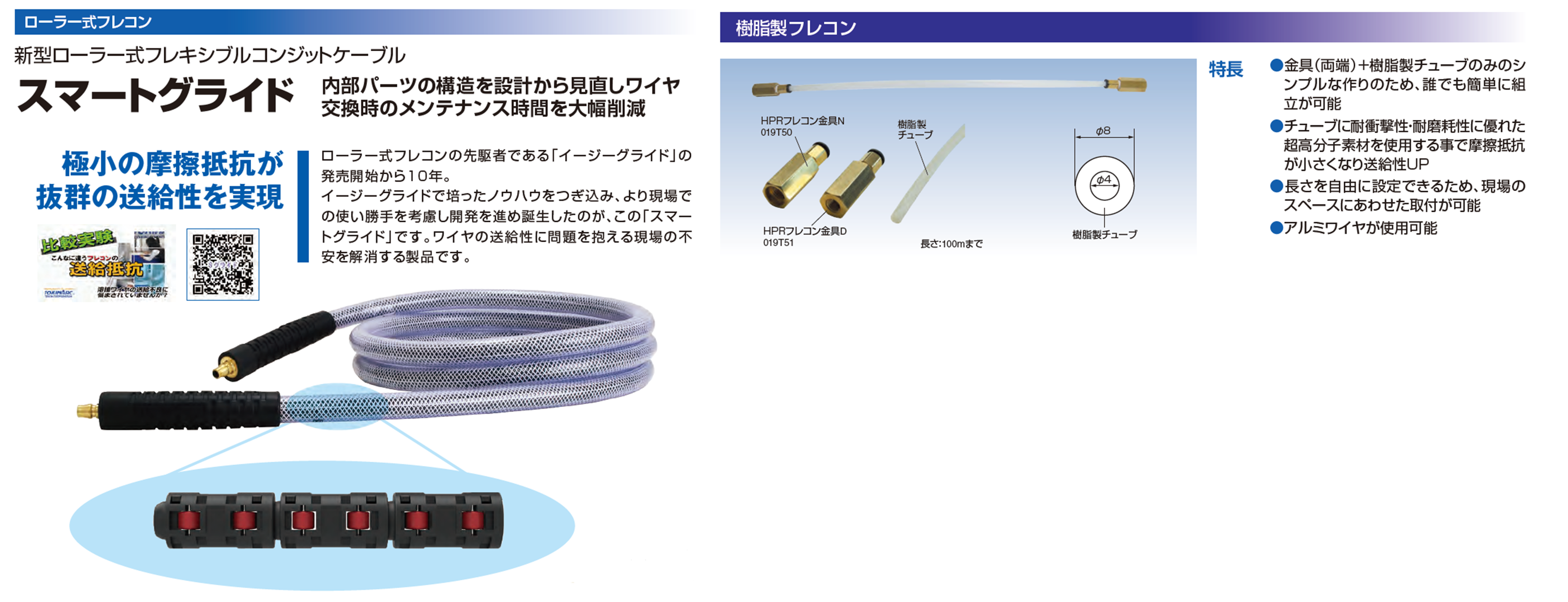
スマートグライドは、トーチ側の送給装置によってワイヤを引き抜く方向での送給補助には効果がありますが、
ワイヤ送給補助装置によってワイヤを押し込む方向での使用には適していません。
そのため、ワイヤーアシストと併用しても、十分な効果が得られない場合があります。
A.
対応可能なワイヤの種類:
・ソリッドワイヤ
・フラックス入りワイヤ
・アルミワイヤ
・メッキワイヤ(亜鉛など)
・ブレージングワイヤ
※柔らかいワイヤはスマートグライドに挿入する際は注意が必要です。
適用ワイヤ径:φ0.9~φ1.6mm
※φ1.6mmご使用の際は弊社までご相談ください。
A.
冷却水には、蒸留水の使用を推奨します。
水道水は国や地域によって含まれる成分量が異なるため、注意が必要です。
工業用水やミネラルウォーター、地下水の使用は避けてください。
不凍液については、冬季に水が凍結する可能性のある地域での使用が推奨されます。
自動車用の不凍液であれば一般的には問題ありませんが、一部の不凍液の使用により熱交換器の銅管に穴が開いた事例があります。
不凍液を使用する際は、その製品の注意事項を読みお使いください。
不凍液の濃度管理にも注意が必要です。濃度が高すぎると、熱交換効率が低下する可能性があります。
凍結の心配がなくなった時期には、不凍液入りの冷却水を蒸留水へ交換することを推奨します。
A.
弊社の水冷トーチに使用する場合、吐出圧力が0.3〜0.4MPa、吐出流量が2.1〜2.2L/minの性能を持つ冷却水循環装置を推奨しています。
流量が1L/minを下回るとトーチ内部の冷却が不十分となり、損傷の原因となるおそれがあります。
また、トーチと冷却水循環装置の間の配管が長い場合は、圧力損失により流量が低下することがあるため、十分にご注意ください。
なお、一般的には0.3〜0.4MPa程度の圧力範囲であればトーチに損傷を与える心配はありません。

A.
・エアカット時のスピードを適度に抑え、機構への負荷を軽減する
・YMHSユニットAssyの重荷重用に変更する
※重荷重用は、ショックセンサーの感度に影響しますので注意が必要です。ご希望の場合は、お問い合わせください。
A.
アルミワイヤはソリッドワイヤに比べ柔らかいため、樹脂系素材を使用したフレコンが推奨されます。
通常のフレコン素材は硬鋼線をコイル状にしたものであり、アルミワイヤを通す場合は座屈する可能性が高くなります。
推奨フレコン:
・HPRフレコン(樹脂製フレコン)
・スマートグライド(樹脂ローラー内蔵フレコン)
※樹脂ローラー内蔵により、ワイヤに抵抗なく回転し送給を補助します。
A.
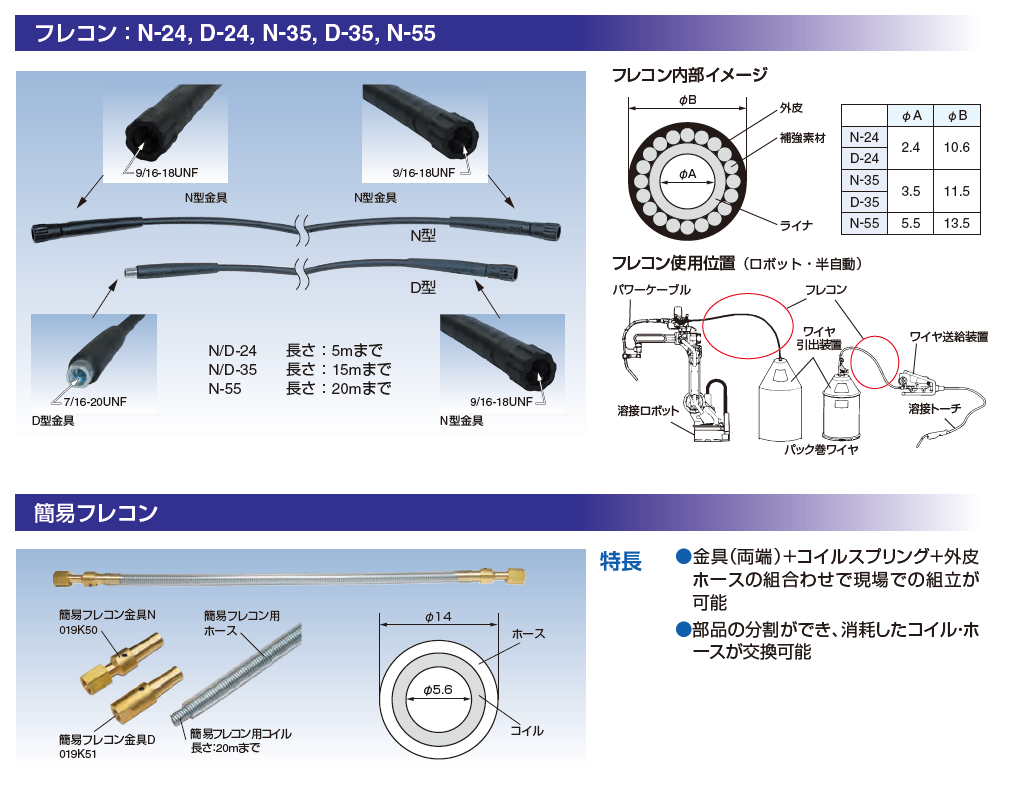
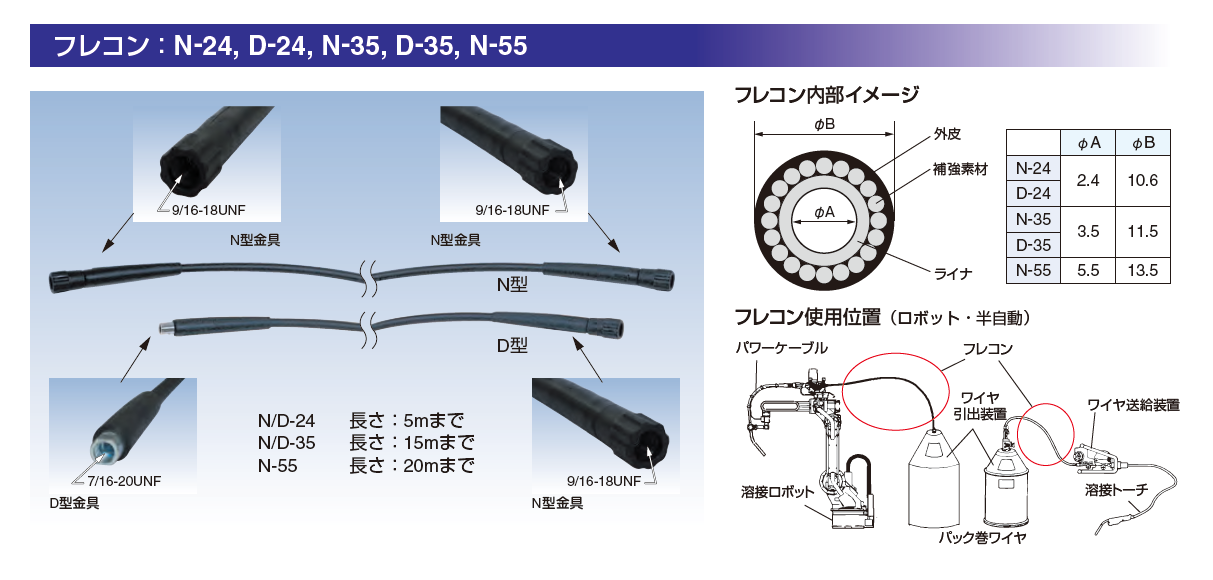
N/Dフレコンは剛性があるため、たわみにくいのが特徴です。曲がりを抑えたい、直進性を保ちたい場合に適しています。
簡易フレコンは柔軟性があるため、取り回しがしやすいのが特徴です。現場での長さ調整もしやすく、作業性を重視する場合に適しています。
A.
「-24」「-35」「-55」は内径サイズを示しており、用途や使用環境によって使い分けます。
N/D-24フレコン(内径2.4mm)
自動機(専用機)用3線式トーチ(※)において、送給装置と自動機用トーチの間に使用します。
ワイヤのバタつきを抑え、安定した溶接条件を保つため、小径設計になっています。
※3線式トーチ:電気、ガス、ワイヤ送給経路(コンジット)が分かれているタイプのトーチ
N/D-35フレコン(内径3.5mm)
長さ5mまでの使用を推奨します。
N-55フレコン(内径5.5mm)
ワイヤメーカーとの共同開発品で、長尺(最大20m)でも安定した直進性を確保します。
送給抵抗を抑え、長距離配線でもスムーズにワイヤを送給できます。
A.
方法:
接続先から外し、ワイヤを抜き取り、フレコンの片側からエアブロー
頻度:
・使用時間に応じて1か月~3か月ごと
・パックワイヤ交換時
・ワイヤの送給不良やワイヤカスが頻繁に発生する等の症状が出たとき
A.
原因1
パックワイヤ側のフレコン接続金具の摩耗
フレコン接続金具は摩耗により溝が形成され、常にワイヤが溝に触れるとワイヤ表面メッキが削られワイヤカスが増加します。
定期的な交換をお願いします。
原因2
フレコンの曲がり
フレコンが曲がりすぎたり、蛇行している場合、ワイヤが内壁に擦れてワイヤカスが増加します。
曲げ半径R300mm以上にし、できるだけ真っ直ぐな状態で使用してください。
A.
フレコン内部をエアブローしても送給抵抗やワイヤカスの発生が改善されない場合、交換をお願いします。
また、フレコンはパックワイヤを何個ごとに交換するかをあらかじめ決めておくとよいです。
A.
NとDはフレコン両端の接続金具のねじサイズを表しています。
”N”は両端の金具のねじサイズが9/16-18UNFのフレコンです。パナソニックやダイヘン等、一般的に広く使用されているねじサイズです。
”D”は片側の金具のねじサイズが9/16-18UNF、もう片方が7/16-20UNFのフレコンです。旧ダイヘン送給装置対応のフレコンです。
ねじサイズが不明の場合、送給装置の型番やペールパック用ワイヤ引出装置のメーカーをご確認の上、お問い合わせください。
A.
ペールパック用引出装置に取り付ける場合、ペールパックから送給装置までの経路の曲がり具合によっては、ワイヤに新たな曲がり癖が付く可能性があります。
より効果的にワイヤを矯正したい場合は、トーチ側に近い送給装置のフレコン接続部に取り付けることを推奨します。
A.
弊社のワイヤ矯正器は1個で2方向の曲がりを矯正します。
ワイヤの曲がりは4方向あるため、より矯正精度を高めたい場合は、2個の矯正器を90度ずらして接続することで4方向に対応することが可能になります。
A.
定期的に加圧ローラーをエアーブローし、付着したワイヤカスを取り除いてください。
A.
はい、使用可能です。
半自動送給装置にはフレコン接続用金具が付属していません。
弊社のパックワイヤ引出具(品番:047800)を半自動送給装置のスプール軸に設置することで簡単にパックワイヤをご使用いただけます。

A.
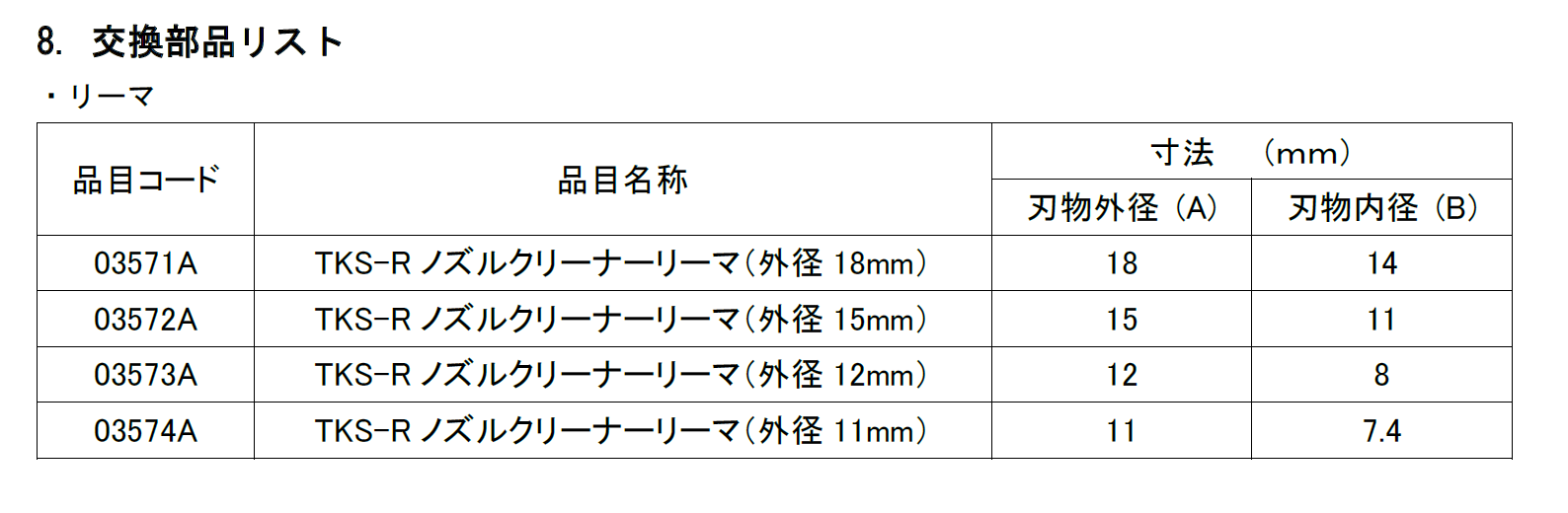
リーマタイプ
・ノズルに付着したスパッタを、回転する刃で削り取るタイプです。
・ノズルの破損につながる可能性があるため、カーボンやセラミック素材のノズルにはご使用いただけません。
スプリングタイプ
・ノズルに付着したスパッタを、回転するスプリングで除去するタイプです。
・主に低電流域の溶接や、スパッタが溶着しにくいカーボンやセラミック素材のノズルに適しています。
A.
使用するノズルの内径から 1mm小さい外径のリーマ を選定してください。
また、リーマの内径も確認し、チップなどと干渉しないことを確認してください。
A.
使用するノズルの内径から 2mm小さい外径のスプリングを選定してください。
また、スプリングの内径も確認し、チップなどと干渉しないことを確認してください。
スプリングには、丸ばねと角ばねの2種類があります。
比較的大きなスパッタがノズルに付着する場合は、角ばねの使用をおすすめします。
角ばねは丸ばねに比べて剛性が高く、スパッタが多く付着したノズルをスプリングに挿入する際でも、たわみにくくスムーズに挿入できます。
一方、丸ばねの場合は柔軟性があるため、スパッタが多いと挿入しづらい場合があります。
なお、ノズル清掃性能自体には大きな差はありません。
A.
ノズル先端からワイヤが突出した状態では、ノズルを清掃するスプリングやリーマと干渉する恐れがあります。
また、清掃中にワイヤが巻き込まれる可能性もあります。
そのため、安全かつ確実な清掃を行うために、クリーニング前に必ずワイヤをカットしてください。
A.
弊社のワイヤカッターは片面で4万回以上切断が可能であり、切断刃は表裏どちらでも使用可能です。
A.
ACC-308RRトーチは、トーチボディに「ACC」のシールが貼付されています。
シールがない場合は、チップボディとトーチボディの接続口の形状で判別できます。
TK-308RR: チップボディが外ねじ、トーチボディが内ねじで接続
ACC-308RR: チップボディが内ねじ、トーチボディが外ねじで接続
A.
1.
スマートグライド両端の樹脂ガイドの摩耗を確認する。
スマートグライドを接続先から外し、両端内部にある樹脂ガイドを取り出して摩耗状態を確認してください。
摩耗による溝や変形が見られる場合は、新しい樹脂ガイドに交換してください。
樹脂ガイドの交換方法
2.
スマートグライド内部をエアブローで清掃する。
スマートグライドを接続先から外し、樹脂ガイドを抜き取った状態で、片側からエアブローを行い、内部にたまったワイヤカスを除去してください。
上記の対処を行っても改善が見られない場合は、スマートグライド内部の複数のローラーが摩耗している可能性があります。
その場合は、新しいスマートグライドへの交換をお願いいたします。
A.
◇メリット
・ワイヤカスなどのゴミは前方に押し出されてインナーチューブ部で詰まりやすくなるため、ライナーを交換せずインナーチューブのみ短時間で交換が可能です。
・外装パワーケーブルタイプのトーチでは、使用中にケーブルが伸びることでワイヤ送給抵抗が増加し、溶接が不安定になる場合があります。